This article is free for you and free from outside influence. To keep things this way, we finance it through advertising, ad-free subscriptions, and shopping links. If you purchase using a shopping link, we may earn a commission. Learn more
The Bane of ABS
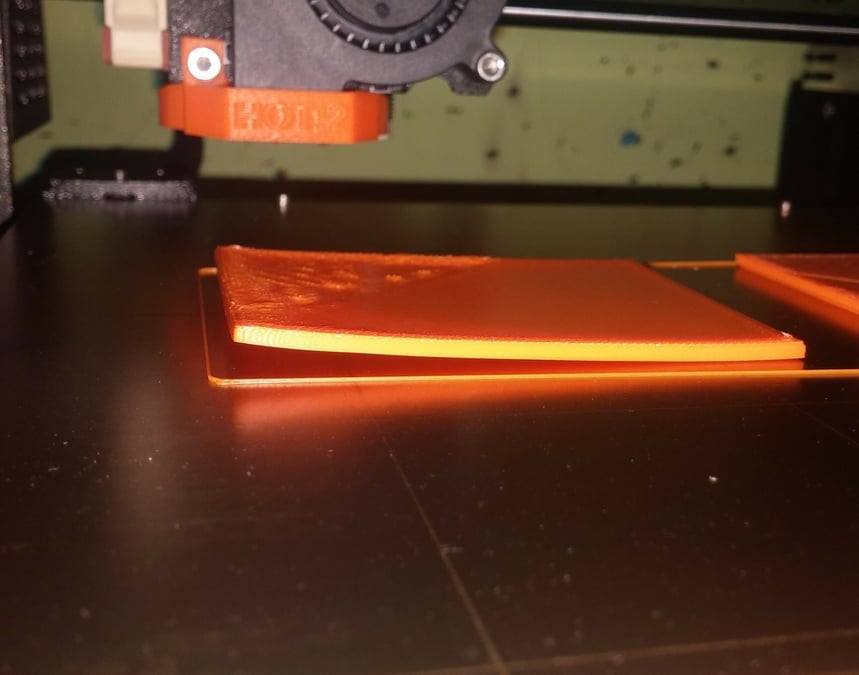
ABS Print Warping: How to Stop It

ABS is notorious for its tendency to warp. Check out five simple tips on how to prevent your 3D prints from being ruined by ABS warping.
Advertisement
Advertisement