This article is free for you and free from outside influence. To keep things this way, we finance it through advertising, ad-free subscriptions, and shopping links. If you purchase using a shopping link, we may earn a commission. Learn more
Mastering Metal
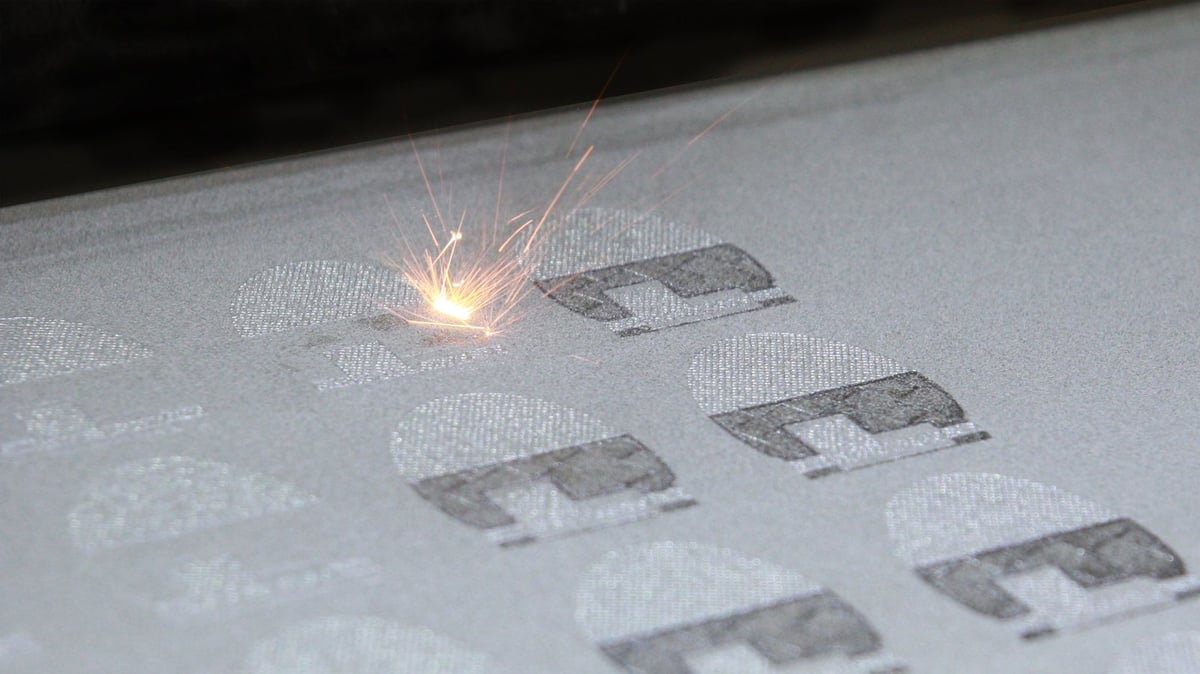
Metal Laser Sintering Simply Explained (DMLS, SLM, LPBF)
The most popular way to 3D print metal parts is metal sintering, a powder bed fusion technology that's more accessible than ever. Learn why!
Advertisement