This article is free for you and free from outside influence. To keep things this way, we finance it through advertising, ad-free subscriptions, and shopping links. If you purchase using a shopping link, we may earn a commission. Learn more
It's High Time
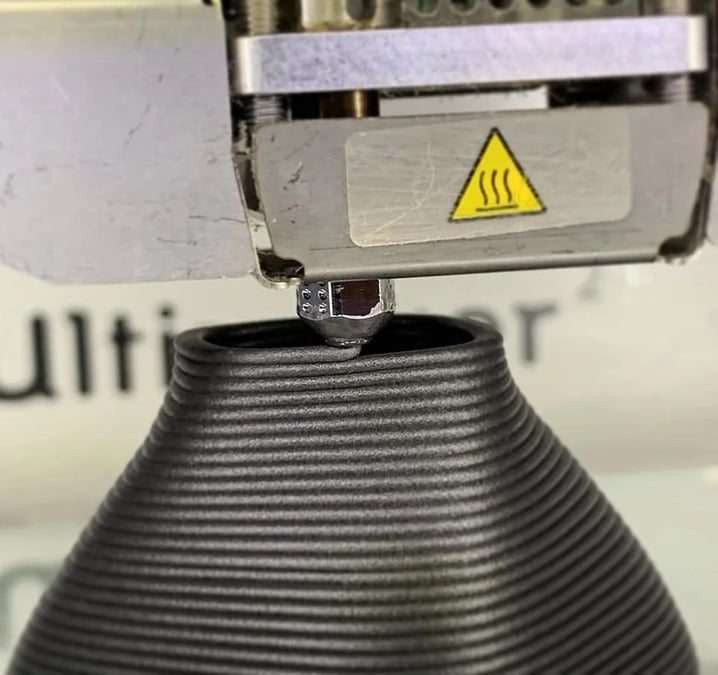
3D Printing Layer Height: How Much Does It Matter?

Layer height in 3D printing is a simple setting that affects print speed and detail. Keep reading to find out more!
Advertisement
Advertisement